Волоконно-оптический гироскоп стал предпочтительным основным компонентом для обеспечения высокой точности и надежности. инерциальные навигационные системы Благодаря своим значительным преимуществам, таким как полностью твердотельная конструкция, отсутствие движущихся частей, быстрый запуск, длительный срок службы, широкий динамический диапазон и высокая устойчивость к ударам и вибрации, волоконно-оптические гироскопы обладают высокой точностью и сложностью. Однако за выдающимися характеристиками волоконно-оптических гироскопов стоит чрезвычайно точный и сложный процесс их изготовления. От выбора и обработки специализированных оптических волокон, соединения и выравнивания прецизионных оптических компонентов до прецизионной намотки и отверждения сердцевины чувствительной катушки, а также интеграции сложных электронных систем и реализации сложных алгоритмов компенсации воздействия окружающей среды – каждый этап производства воплощает в себе кристаллизацию передовых достижений материаловедения, прецизионной оптической инженерии, микроэлектроники и передовой теории управления. Даже малейшее отклонение в процессе производства может оказать решающее влияние на точность, стабильность и надежность конечного продукта.
Ниже приведено подробное описание процесса производства волоконно-оптических гироскопов.
1. Производство волоконно-оптических колец
Ключевым компонентом волоконно-оптического гироскопа является волоконное кольцо, и процесс его изготовления имеет решающее значение. Сначала необходимо выбрать высококачественные оптические волокна и намотать их в кольцевую форму с помощью точных процессов намотки. В ходе этого процесса необходимо строго контролировать натяжение оптических волокон, диаметр и плотность намоточного кольца, чтобы обеспечить работоспособность и стабильность волоконного кольца. После намотки выполняется нанесение клеевого покрытия и его отверждение для фиксации формы. Затем волоконное кольцо подвергается циклическому старению при различных температурах для устранения внутренних остаточных напряжений и повышения механической стабильности за счет нанесения эпоксидного покрытия.
2. Интеграция оптических устройств
После изготовления волоконно-оптического кольца его необходимо точно собрать с другими оптическими компонентами. В основном это включает сборку модуляторов Y-волновода и интеграцию источников света и детекторов для обеспечения плавных и стабильных оптических путей. Кроме того, требуется строгое тестирование собранных компонентов для обеспечения их соответствия проектным требованиям.
3. Построение схемных систем
Создание схемных систем включает в себя проектирование схем обработки сигналов и цепей обратной связи с замкнутым контуром. FPGA служит основным процессором для генерации сигналов модуляции в виде прямоугольных/пилообразных волн для управления Y-образным волноводом, смещения рабочей точки в чувствительную область и вычисления разности фаз (Δφ) выходного интерференционного сигнала детектора, которая преобразуется в угловую скорость (Ω). Динамическая компенсация разности фаз Сагнака осуществляется с помощью цифрового управления с замкнутым контуром для повышения линейности и динамического диапазона.
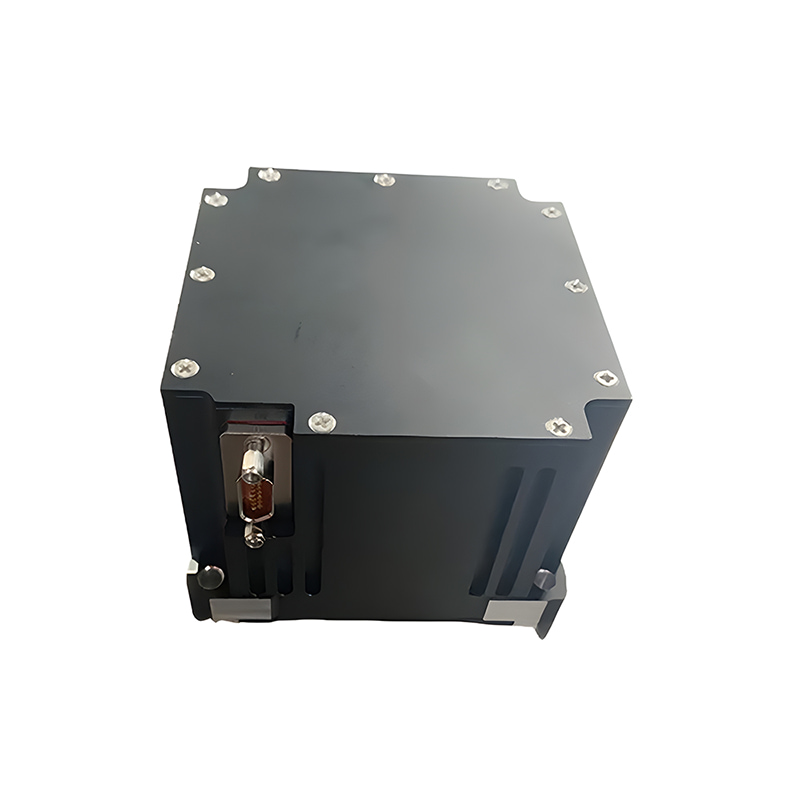
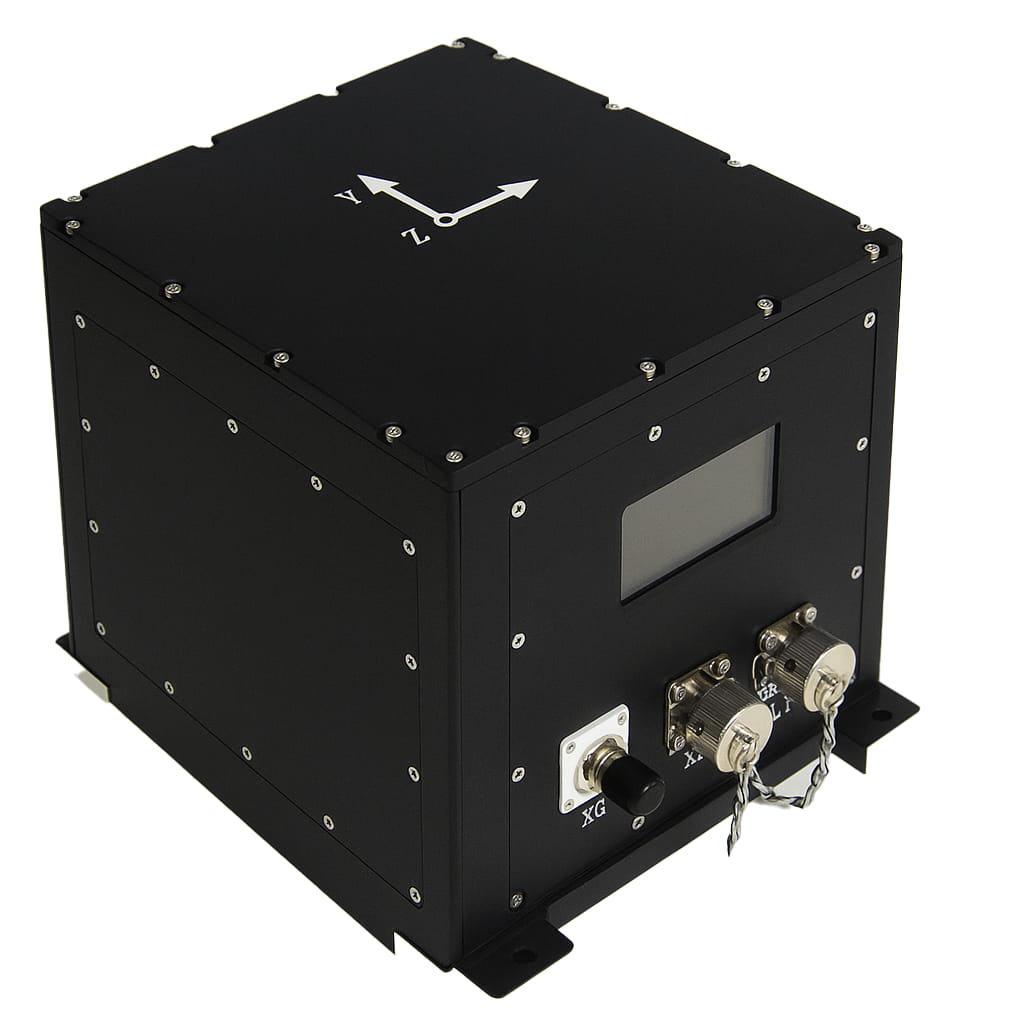
4. Сборка и тестирование всего оборудования.
После завершения изготовления волоконно-оптических колец, оптических компонентов и печатных плат следующим этапом является общая сборка. Этот процесс включает в себя герметизацию для обеспечения адаптации к окружающей среде, а также калибровку и компенсацию характеристик. Оптические и электронные блоки герметизируются внутри металлического экранирующего корпуса для изоляции от изменений температуры и влажности, а также электромагнитных помех. В изделиях военного класса используются корпуса из титанового сплава для повышения ударопрочности. Впоследствии был проведен ряд испытаний и калибровок волоконно-оптического гироскопа, включая калибровку нулевого смещения, температурную компенсацию и пороговые испытания, чтобы убедиться, что все показатели производительности соответствуют ожидаемым требованиям.
Основные технологические трудности в процессе производства волоконно-оптических гироскопов включают в себя следующее:
1. Точная намотка волоконно-оптических катушек.
Напряжение, возникающее в процессе намотки волоконно-оптических катушек, может вызывать поляризационные ошибки. Решение заключается в использовании волокон, сохраняющих поляризацию, и применении симметричного процесса намотки.
2. Упаковка и соединение интегральных оптических чипов (Y-образных волноводов)
Y-образные волноводы являются основными многофункциональными интегрированными оптическими элементами волоконно-оптических гироскопов (ВОГ). В процессе упаковки и межсоединений точность выравнивания оптической оси чрезвычайно высока. Решением этой проблемы является использование активной системы выравнивания и сварочного аппарата для оптоволокна с сохранением поляризации.
3. Температурный дрейф
Изменения температуры могут вызывать фазовый дрейф гироскопа, влияя на точность измерений. Решение заключается в использовании многоступенчатых деполяризаторов и применении сегментированных алгоритмов температурной компенсации для устранения влияния температурного дрейфа.

Xml политика конфиденциальности блог Карта сайта
Авторские права @ Микро-Магия Инк Все права защищены.
 ПОДДЕРЖИВАЕТСЯ СЕТЬ
ПОДДЕРЖИВАЕТСЯ СЕТЬ



 русский
русский